طراحی و ساخت اسپیلیت تی :
اسپلیت تی و سدل نیپل رایج ترین اتصالات مرورد استفاده در صنایع خطوط لوله به منظور انشعاب گیری از خطوط لوله و ایجاد انشعابهای جدید میباشد. در واقع این اتصالات نقش ورودی انشعاب جدید را ایفا میکنند و در صورت بروز ایراد در هر یک از اجزا و اتصالاتشان منشاء خطرات جبران ناپذیری خواهد بود. از این حیث کارکرد مناسب آنها جزو الزامات در فرایندهای مربوط به خطوط لوله است. اسپلیت تی تی به طور کلی دارای کارکردها و نقشهایی است که تهیه و نصب ان را به الزامی برای صاحبان صنایع و فعالان مجتمعهای مرتبط با فرایندهای خطوط لوله میکند. بخشی از این کارکردها به شرح زیر است:
- ورودی انشعاب جدید: در صورتی که یک مجتمع صنعتی بخواهد روی خطوط لوله موجود یک انشعاب جدید ایجاد کند، طبیعتاً نیاز به سوراخ کردن لوله و نصب یک لوله انشعابی جدید میباشد، اما طبیعتاً این لوله مستقیماً روی بخش بریده شده نصب نمیشود، علی الخصوص زمانی که لوله حاوی سیال بوده و عملیات انشعاب گیری از روشهایی نظیر هات تپ و ... انجام میشود. در این شرایط یک اسپلیت تی روی لوله نصب شده و لوله انشعابی جدید با اتصال به اسپلیت تی فرایند ایجاد انشعاب جدید را تکمیل میکند. از این رو اسپلیت تی در واقع مجرای آغازی و گره گاه انشعاب جدید محسوب خواهد شد.
- جلوگیری از کشش و دفرمه شدن بخش بریده شده لوله: اسپلیت تی چنان که اشاره شد در نقش ورودی انشعاب جدید دقیقاً روی بخشی از لوله نصب گردیده است که سوراخکاری وروی آن انجام شده است. بخش سوراخ شده لوله بمنظور ایجاد انشعاب طبیعتاً در مقابل فشار سیال و فشار خود لوله مستعد تنش خواهد بود. به نحوی که در صورت عدم کنترل آن ممکن است لوله موجود و سوراخ انشعابی ایجاد شده از محل برش دچار کژتابی شود. به این ترتیب لوله اصلی، محل بریده شده و به تبع آن لوله انشعابی دفرمه شده و این مجموعه معیوب به مرور آثار مخرب خود را روی کل فرایند بروز خواهند داد. اسپلیت تی یک اتصال سه راهی مستحکم است که روی در محل گره گاه لوله اصلی و انشعاب نصب شده و مانع تنش های کششی و مواردی از این قبیل روی این دو لوله میشود. بنابراین در فرایند طراحی و ساخت اسپلیت تی باید به این نکته توجه داشت که اسپلیت تی ساخته شده و نصب شده باید توان حفظ شرایط لوله ها و ممانعت از دفرمه شدن آنها را داشته باشد.
-
مجرای نصب اتصالات کنترلی و ابزارهای اندازه گیری و محاسبه: خصوصاً در زمانهایی که خط لوله به بهره برداری رسیده و حاوی سیال میباشد دسترسی به درون آن از طریق عملیاتهای سادهای نظیر برش سرد و... ممکن نیست؛ در این شرایط یک دستگاه اسپلیت تی روی لوله نصب و عملیات
هات تپ بمنظور دسترسی پذیری خط انجام میشود. بنابراین اتصال اسپلیت تی اینجا نقش مجرایی را ایفا میکند که به وساطت آن و پس از انجام عملیات هات تپ خط لوله در دسترس قرار میگیرد. حال میتوان با اتخاذ تدابیر مهندسی ویژه در ناحیه مورد نظر اتصالات تجهیزات کنترلی یا ابزار اندازه گیری و ... را نصب کرد. این امر از جمله کارکردهای مؤثر و مفید
اسپلیت تی در خدمات خطوط لوله محسوب میشود. چه بسا نیاز به این باشد که در محل مورد نظر ولو کنترل نصب شود. یا ممکن است نیاز به نصب گیج یا سایر ابزار اندازه گیری فشار، دما و جریان سیال باشد. در این شرایط نیز اسپلیت تی بهترین اتصال برای پیشبرد هدف مذکور محسوب میشود. همچنین غالباً پس از نصب اسپلیت تی یک ولو روی آن نصب خواهد شد. خصوصاً برای انجام عملیات هات تپ نصب ولو ضروری است. این ولو خود نقش کنترل جریان سیال روی انشعاب جدید را ایفا خواهد کرد چرا که در مواقع نیاز و ضرورت میتوان به راحتی و با بستن یا باز کردن ولو جریان سیال درون انشعاب جدید را کنترل و مدیریت کرد.
انواع اسپلیت تی
اسپلیت تی را از وجوه مختلف دارای انواع متعددی تقسیم کرد که بسته به نیاز مشتریان انتخاب و ساخته میشود. البته فرایند ساخت اسپلیت تی تقریباً در تمامی موارد مشترک است، اما هر کدام ویژگیهای خاص خود را دارا میباشد که مراحل ساخت را نسبت به همدیگر کمی متمایز میگرداند. پیش از انتخاب نوع اسپلیت تی طبیعتاً اطلاعات اولیه مورد نیاز از جمله نیاز مشتری، مشخصات فنی خط لوله و سیال دریافت میشود تا نسبت به انتخاب و فراهم کردن متریالهای مورد نیاز برای ساخت اسپلیت تی اقدام شود. طبیعتاً جنس لوله، ضخامت آن، دمای سیال و فشار آن عواملی هستند که در انتخاب نوع متریالها نقش حائز اهمیتی ایفا میکنند. در صورت بروز خطا در انتخاب متریالها فرایند خصوصاً پس از نصب و بهره برداری مخاطراتی را تجربه خواهد کرد که عدم رفع آنها بسیار آسیبزا خواهد بود.
سازنده اسپلیت تی توأمان با فراهم سازی متریالها میبایست در خصوص نوع اسپلیت تی مورد نیاز مشتری نیز مطالعات و طراحیهای لازم را صورت دهد. معیارهای انتخاب نوع اسپلیت تی از نقطه نظر سازنده به شرح زیر خواهند بود:
- نسبت سایز لوله و انشعاب: از حیث سایز اسپلیت تی ها یا به صورت سایز به سایز ساخته میشوند و یا سایز انشعاب کوچک تر از سایز لوله اصلی خواهد بود. در صورتی که انشعاب مورد نیاز هم سایز با سایز لوله اصلی باشد اسپلیت تی به صورت سایز به سایز ساخته میشود. به عبارتی قطر نیپل اسپلیت تی که محل ورودی لوله انشعابی میباشد با قطر لوله اصلی برابر خواهد بود. اما در برخی موارد انشعاب جدید می بایست سایزی کوچک تر از سایز لوله اصلی داشته باشد. در این شرایط سایز اتصال انشعابی میبایست کوچک تر از سایز پد سدل اسپلیت تی و لوله اصلی باشد. لذا قطر نیپل کوچک تر خواهد بود. انتخاب هر یک از این دو مورد بستگی به نیاز مشتری و نوع استفادهای خواهد داشت که اسپلیت تی مذکور ایفا خواهد کرد.
- نوع اتصال اسپلیت تی به لوله: در اغلب اوقات اسپلیت تی به صورت جوشی ساخته خواهد شد، به عبارتی طراحی و ساخت اسپلیت تی به صورتی خواهد بود که در نهایت با روش جوشکاری روی لوله اصلی نصب شود؛ اما در برخی موارد بر حسب اقتضا و کاربرد، اسپلیت تی مکانیکی مورد نیاز خواهد بود. یعنی اسپلیت تی نه از طریق جوشکاری بلکه با اتصالات پیچ و مهره ای روی لوله نصب میشود. این مورد در شرایطی بوجود میآید که به هر دلیل امکان جوشکاری روی لوله اصلی وجود ندارد. چه بسا ممکن است جنس لوله به نوعی باشد که جوشکاری روی آن ممکن نیست؛ برای مثال خطوط لوله پلی اتیلن یا بتن و... فاقد قابلیت جوشکاری میباشند. در این شرایط اسپلیت تی مکانیکی ساخته شده و روی لوله پیچ و مهره خواهد شد. در شرایطی دیگر لوله فلزی و دارای قابلیت جوشکاری میباشد اما خطراتی نظیر امکان احتراق و اشتعال، و وجود مواد سمی و خطرناک درون لوله مجریان را وا می دارد که از جوشکای روی لوله اجتناب کنند. البته در این خصوص با اتخاذ تدابیر مهندسی جوشکاری ممکن خواهد بود اما برخی مواقع مشتریان ترجیح میدهند بجای پذیرش ریسک و طراحی های مهندسی بمنظور جوشکاری اسپلیت تی، از اسپلیت تی مکانیکی استفاده کنند تا احتمال بروز خطرات مذکور را به صفر برسانند. درست است که نصب اسپلیت تی به صورت جوشکاری در صورت رعایت استانداردهای جوش مطمئن تر خواهد بود، اما اگر طراحی و ساخت اسپلیت تی مکانیکی نیز طبق اصول مهندسی و با لحاظ مشخصات فنی خط لوله و سیال صورت گرفته شده باشد، ضریب اطمینانی کمتر از اسپلیت تی جوشی نخواهد داشت.
-
زاویه اسپلیت تی: در اغلب اوقات از اسپلیت تی های 90 درجه استفاده خواهد شد، یعنی زاویه نیپل
اسپلیت تی با لوله اصلی 90 درجه خواهد بود چرا که در اکثر اوقات انشعاب های جدید عمود بر خطوط لوله موجود میباشند، اما در مواقعی که نیاز به انشعاب گیری زاویه دار نسبت به خط لوله موجود میباشد، اسپلیت تی می باید به صورت زاویه دار طراحی و ساخته شود. برای مثال ممکن است نیاز به انشعاب گیری 30 درجه از خط لوله باشد. در این شرایط نیپل به گونه ای طراحی و روی پد سدل
اسپلیت تی نصب میشود که نسبت به آن دارای زاویه 30 درجه باشد. تشخیص اینکه اسپلیت تی چه زاویهای نسبت به لوله داشته باشد در اختیار مشتری است اما سازنده اسپلیت تی میتواند با ارائه مشاوره و در صورت امکان راهکاری برای رفع مسئله و استفاده از اسپلیت تی عمود بر لوله ارائه دهد. در هر صورت، اگر راهی جز استفاده از اسپلیت تی زاویه دار وجود نداشته باشد، سازنده اسپلیت تی می بایست فرایند طراحی و ساخت را بر اساس آن به پیش ببرد.
معیارهای ساخت اسپلیت تی:
با توجه به انواع
اسپلیت تی که برشمرده شد، سازنده اسپلیت تی مشخصات فنی و سفارش مشتری را دریافت و بر اساس آن فرایند طراحی و ساخت اسپلیت تی را به انجام میرساند. در طراحی و ساخت اسپلیت تی متغیرهای متعددی دخیل اند که سازنده می بایست در فاز طراحی نسبت به آنها تعیین و تکلیف کند. طول سدل اسپلیت تی، ضخامت لوله مورد استفاده برای ساخت اسپلیت تی، انتخاب فلنج، طول نیپل، تعداد پاس های جوش در خصوص اتصال قطعات اسپلیت تی به یکدیگر و مواردی از این نوع بدون دریافت اطلاعات از مشتری و لحاظ آنها امکانپذیر نخواهد بود. سازنده اسپلیت تی در این راستا معیارهایی را به عنوان شاخصهای طراحی و ساخت مد نظر قرار میدهد و فرایندها را بر اساس آنها به انجام خواهد رساند. اصلی ترین معیارها در طراحی و ساخت
اسپلیت تی بشرح زیر هستند:
- مشخصات خط لوله: ضخامت و جنس لوله اصلی ترین متغیرها در انتخاب جنس لوله اسپلیت تی خواهند بود. طبیعتاً با توجه به تنش کششی که در محل بریده شده لوله بر مجموعه وارد میشود، مشخصات فنی اسپلیت تی باید به گونه ای باشد که توان مقابله با تنش مذکور و ممانعت از بروز آسیب به محل انشعاب را داشته باشد. در غیر این صورت مجموعه دچار کاستی و آسیب خواهد شد.
- مشخصات سیال: فشار و دمای سیال عواملی هستند که در طراحی و ساخت اسپلیت تی بسیار حائز اهمیت تلقی میشوند. یکی از مهمترین مؤلفهها در ساخت اسپلیت تی قابلیت آب بندی مناسب و ممانعت از بروز نشتی ناشی از جریان سیال میباشد. بنابراین انتخاب متریالهای اسپلیت تی، و علی الخصوص جوشکاری اتصالات اسپلیت تی روی یکدیگر، و سرانجام جوشکاری آن روی لوله باید به صورتی باشد که از بروز نشتی و درز حین بهره برداری جلوگیری به عمل آورد. در این خصوص دریافت اطلاعات دقیق در خصوص مشخصات فنی سیال بسیار مهم است.
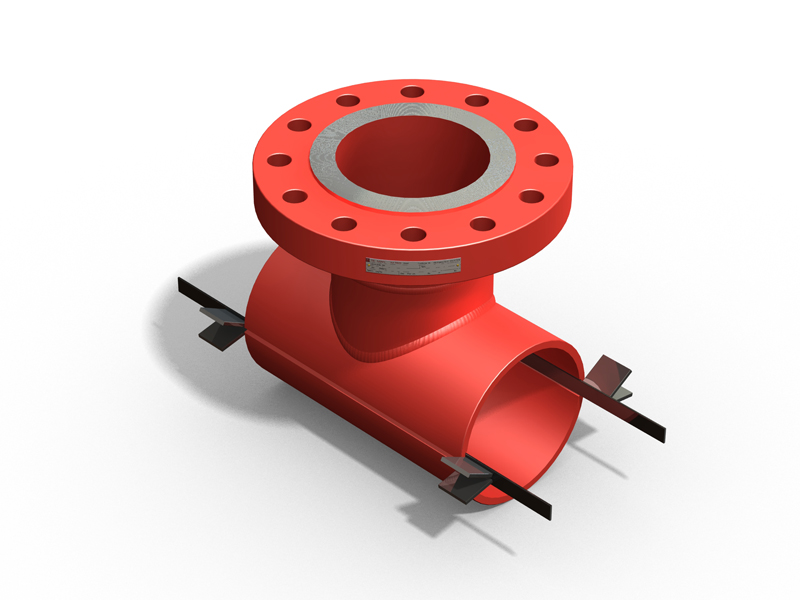
شرکت هات تپ صنعت توليد کننده اسپليت تي هاي "6-"64 مي باشد که در 2 نوع داراي گايد بار و بدون گايد بار توليد مي گردد.
اين گايد بار ها سوراخ هاي tap را مسدود ميکند و خطوط را براي پيگ راني آماده نگه مي دارند. انتقال گاز طبيعي و بسياري از
شرکت هاي توزيع و پخش براي توسعه و بهبود سيستم هاي موجود خود در سال به ميزان قابل توجهي نياز به انشعابات جديد خطوط
لوله پيدا مي کنند. سابقا براي اطمينان از امنيت انشعابات از کار انداختن بخشي ازخطوط و رها شدن مقداري گاز به اتمسفر امري
ناگزير بود. اين فرايند منجر به دفع متان ،اتلاف محصول و کاهش فروش، نا رضايتي گاه و بي گاه مشتري و هزينه هاي توام با عمليات
تخليه سيستم خط لوله موجود و مشکلاتي از اين قبيل مي شود.
اسپليت تي يک استايل جوش داده شده و يا کششي است. محل اتصال آن با فلنج تجهيز شده است که منطبق با رنج هاي فشاري
مطابق با فلنج هاي استاندارد ASME مي باشد. اين تجهيز براي استفاده در هات تپينگ و يا ماشينهاي اتصال براي کند کردن و اتصال
پموقت به خطوط براي تعمير و نگه داري بدون نياز به از کار اندازي سيستم، به کار مي رود. شرکت
هات تپ صنعت پيشرو در سيستم هاي اسپليت تي در ايران مي باشد.