هات تپ خطوط لوله و مخازن یکی از فرایندها در خدمات خطوط لوله میباشد که عدم توجه به سازوکارهای فنی آن روند پیشبرد پروژه را تقریباً ناممکن میگرداند. از این رو تجزیه و تحلیل تمامی بخشها و اجزای فرایند هات تپ از الزاماتی است که مستقیماً متوجه مجری انجام عملیات هات تپ خواهد بود. البته بخشی از این الزامات مربوط به کارفرما و دریافت کننده سرویس هات تپ میباشد اما در این مورد نیز مجریان هات تپ موظفند وظایف مربوطه را به اطلاع کارفرما برسانند، چرا که احتمال میرود کارفرمایان به جهت عدم آشنایی درک صحیح و کاملی از وظایف خود در قبال فرایند هات تپ نداشته باشند.

از جمله فرایندهای اصلی در مراحل آماده سازی هات تپ، ساخت و تهیه اتصالات و نصب آن ها روی خطوط لوله می باشد. دستگاه هات تپ مستقیما نمی تواند روی لوله عملکرد داشته باشد، بلکه می بایست ابتدا به ساکن اتصالات مورد نیاز آن را فراهم کرده و آن ها روی لوله نصب کرد. عملکرد صحیح این اتصالات ضامن اجرای عملیات hot tap به بهترین نحو ممکن خواهد بود و از سوی دیگر نیز عدم اجرای مناسب آن ها می تواند بر فرایند آسیب وارد کند. اتصالات اگر به درستی عمل نکننده ایرادات متعددی می تواند گریبان گیر کار هات پت شود، که نشتی از محل اتصالات پیش و پا افتاده ترین شان است. اتصال اسپلیت تی یکی از این اتصالات است. اصولا دلایل استفاده از اسپلیت تی در عملیات هات تپ را می توان به شرح زیر برشمرد:
1- دستگاه هات تپ بر حسب ماهیت کارکردی خود نمی تواند مستقیما روی لوله نصب شود. این دستگاه دارای یک نگهدارنده و آداپتور برای کاتر است که دارای سر فلنج دار است. به عبارتی دیگر دستگاه هات تپ را می توان به مجموعه ای نصب کرد که دارای سر فلنج دار به سایز مورد نظر آداپتور هات تپ باشد. بنابراین برای این که بتوانیم فرایند هات تپ را به درستی انجام دهیم ابتدا باید اتصالی را تهیه کنیم که دارای سر فلنج دار بوده و از طریق آن بتوان دستگاه هات تپ را روی لوله نصب کرد.
2- نکته مهم دیگر کنترل جریان سیال و مدیریت دستگاه در حین اجرای عملیات هات تپ است. چنان که می دانیم به محض ایجاد اولین سوراخ روی لوله از طریف دستگاه، سیال از محل سوراخ به بیرون منتشر می شود. از آن جا که تا زمان اتمام عملیات انشعاب گرم، دستگاه هات تپ و اتصالات روی لوله جریان سیال را آب بندی می کنند مشکلاتی نظیر نشتی و همانند ان نخواهیم داشت، اما در زمانی که می خواهیم دستگاه را باز کنیم و از خط لوله جدید بهره برداری کنیم، طبیعتا دچار بروز نشتی خواهیم شد. ممکن است به این معضل این گونه پاسخ داده شود که می توان با بستن فلنج کور بلافاصله پس از شروع نشتی از تدوام آن جلوگیری کرد، اما نکته در این است که اولا فشار سیال معمولاً بالاتر از آن است که نیروی انسانی بتواند فلنج کور را با توجه به فشار سیال روی انشعاب جدید گذاشته و آن را ببندد. بنابراین باید پیش از باز کردن دستگاه هات تپ (Hot Tap Machine) از مجموعه فکری به حال این موضوع کرده باشیم و جریان سیال از محل سوراخ شده و برش شده را متوقف نماییم. بدیهی است که نصب یک ولو متناسب با سایز انشعاب و فشار سیال بهترین راهکار خواهد بود.
ولو متناسب با شرایط و مشخصات فنی خط لوله و سیال انتخاب می شود و روی مجموعه نصب می شود. چنان که می دانیم، معمولاً ولوها دارای دو سر فلنج دار می باشند که از دو سو، به دو طرف خط لوله نصب می شوند. بنابراین ولوها معمولاً به واسطه فلنج روی لوله نصب می شوند. پس بدیهی است که ولو را نیز نمی توان مستقیما روی لوله نصب کرد، بلکه پیش از ان باید یک اتصال فلنج دار روی لوله نصب شده باشد تا بتوانیم ولو را روی آن ببندیم. این اتصال اسپلیت تی خواهد بود. البته در اغلب موارد از
اسپلیت تی استفاده می شود، اما در شرابط خاص و تحت فشارها، یا روی خطوط لوله و مخازن با سایزهای بزرگ نمی توان از Split tee استفاده کرد و بهتر است از اتصالات دیگر بهره گیری شود. در هر صورت ولو برای این که مجرایی ارتباطی به خط لوله داشته باشد و بتواند جریان سیال درون لوله را مهار کند باید روی یک اتصال سه شاخه فلنج دار نصب شود. دستگاه هات تپ نیز طبیعتاً روی سر دیگر فلنج ولو نصب خواهد شد و به این ترتیب شرایط برای انجام عملیات هات تپ به بهترین نحو فراهم خواهد شد.
3- دیگر دلیل استفاده از اسپلیت تی برای خطوط لوله و ضمن اجرای هات تپ، ممانعت از آسیب دیدگی خط لوله بعد از برش گرم ناشی از فرایند انشعاب گرم خواهد بود. انشعاب گرم هات تپ برای این که بتواند عملکرد خود را به بهترین شکل ممکن ایفا کند، برای مشخصات و شرایط فنی خود را حفظ کرده و تا جای ممکن دچار کمترین کژدیسگی و تغییر ماهیت نشود. از سوی دیگر ضمن برش گرم لبوله از طریق انشعاب گرم یا هات تپ، چنان که می دانیم بخش بریده شده خط لوله ارگانیسم منطقی پیشین خود را از دست داده مستعد تغییر شکل در نتیجه فشارخای جانبی جدیدی خواهد شد که پیش از برش موضوعیت نداشتند. در نتیجه خط لوله در بخش بریده شده مستعد بروز رویدادهایی می شود که به مرور باعث می شود شکل و تقارن خود را از دست بدهد و به این ترتیب یک مجموعه خط لوله را دچار آسیب کند و عملکرد آن را خدشه دار کند. از این رو و به منظور اجتناب از چنین رویدادی از اسپلیت تی استفاده می شود. اسپلیت تی یک استحکام قدرتمند بوده و مانع آسیب دیده لوله می شود. اتصال Split Tee همچون کمربند لوله را دورتا دور خود پوشش می دهد و اجازه نمی دهد که لوله در معرض فشارهای جانبی از نوع آن چه گفته شد فرم و کارکرد خود را از دست بدهد.
البته تحقق نکات فوق مشروط به آن است که در طراحی و محاسبه، و نیز فرایندهای ساخت و نصب اسپلیت تی بیشترین دقت و اهتمام صورت گرفته شده باشد. سازنده اسپلیت تی باید اطلاعات دقیق خط لوله و سیال را از مشتری دریافت کرده و بر حسب آن فرایندهای طراحی و ساخت، و نصب اسپلیت تی را روی لوله انجام دهد. همچنین هماهنگی و رابطه فنی تنگاتنگ میان
سازنده اسپلیت تی و مجری عملیات هات تپ نیز از الزامات فرایند اجرایی هات تپ محسوب می شود. از آن جا که اتصال مذکور برای انجام عملیات انشعاب گرم هات تپ ساخته می شود، نظر مساعد تیم اجرایی و مهندسی هات تپ در این زمینه واجد اهمیت اساسی است، چرا که در نهایت این مجری hot tap است که می بایست از اتصال ساخته شده و نصب شده روی خط لوله استفاده نماید. بنابراین معمولاً مجریان عملیات هات تپ فرایندهایی سخت گیرانه برای اجرای عملیات پیاده می کنند که شامل دستورالعمل ها و روش های اجرایی ویژه ای است. آن ها همچنین صحت عملکرد اسپلیت تی ساخته شده را از هر بحاظ مورد بررسی قرار می دهند و تست های جوش و فشار لازم را روی آن ها انجام می دهند تا نسبت به عملکرد صحیح دستگاه اطمینان حاصل کنند.
به طور کلی ترجیح بر آن است که سازنده اسپلیت تی خود مجری عملیات هات تپ باشد. به عبارتی دیگر ترجیح بر آن است که مجموعه پیمانکار عملیات هات تپ با توجه به اشراف و تسلطی که بر کل فرایند دارد، ساخت اسپلیت تی را نیز خود بر عهده گیرد. چرا که اسپلیت تی، ساخت و نصب آن ذیل فرایند هات تپ موضوعیت پیدا می کند و از این رو کسی که انشعاب گیری گرم خطوط لوله را بر عهده دارد کاملا بر خلل و فرج محاسبات و فرایندهای طراحی و ساخت اتصال اسپلیت تی تسلط و اشراف دارد. از این رو بهتر است فرایند ساخت اسپلیت تی را نیز مجری هات تپ بر عهده بگیرد. در برخی مواقع کارفرمایان مشتریان بنا به دلایل مختلف از این مساله صرف نظر می کنند و چه بسا خود وظیفه ساخت اسپلیت تی را بر عهده بگیرند، در این شرایط باید دقیق ترین آزمون ها و تست ها روی اتصال انجام شود.
پس از ساخت اسپلیت تی نوبت به فرایند نصب آن روی خط لوله می رسد. نصب اسپلیت تی روی لوله یکی از فرایندهای مهم در عملیات هات تپ محسوب میشود. با توجه به ضریب اهمیت بالای این اتصال در انجام عملیات هات تپ و نیز ایمنی خط پس از اتمام عملیات، کلیه مراحل فرایند و تمامی متغیرهای مخرب فرایند باید کاملاً شناسایی و اقدامات اصلاحی پیشگیرانه بمنظور رفع آنها پیش از بروز خطا انجام گرفته شده باشد. البته این مرحله بشرطی موضوعیت خواهد داشت که فرض کنیم فرایند طراحی و ساخت اسپلیت تی برای انجام عملیات هات تپ با دقت و صحت انجام گرفته است.
به فرض صحت مراحل پیشین در خصوص نصب اسپلیت تی باید از چند جنبه توجهات ویژه داشت؛ متغیر اساسی اول که میتواند منشأ ایرادات بزرگی شود شرایط دمایی و محیطی انجام کار است. برای مثال ممکن است کار در دمای پایین و در شرایطی انجام شود که سطح لوله دمایی کمتر از 5 درجه سانتیگراد داشته باشد. در چنین شرایطی باید روی سطح لوله عملیات حرارتدهی انجام شود. به عبارتی بمنظور افزایش دمای سطح لوله و حصول اطمینان از فرایند جوشکاری اسپلیت تی روی لوله باید دمای سطح آن بیشتر از 5 درجه سانتیگراد باشد. در برخی مواقع ممکن است دمای سیال درون لوله کمتر از این مقدار و چهبسا زیر صفر درجه سانتیگراد باشد. در این صورت بمنظور اطمینان از فرایند جوشکاری اسپلیت تی باید روی لوله عملیات حرارتی موضعی انجام داد. برای مثال استفاده از المنتهای حرارتی بمنظور افزودن بر دمای سطح لوله تا اتمام فرایند جوشکاری در این مرحله راهکار مناسبی خواهد بود.
همچنین رطوبت سطح لوله نیز عامل مخرب دیگر بر نصب Split Tee بمنظور انجام عملیات هات تپ خواهد بود. در این خصوص نیز حرارتدهی موضعی لوله بمنظور خشک کردن آن توصیه میشود.
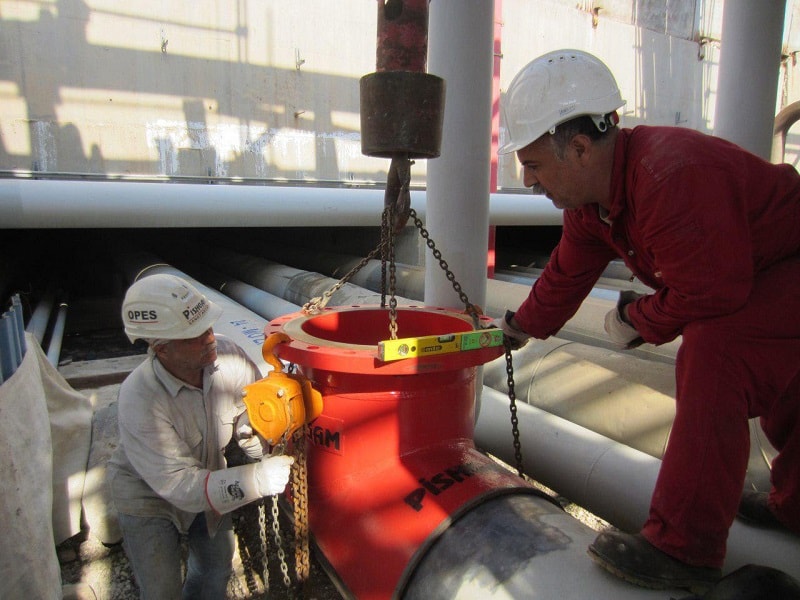
فرایند نصب اسپلیت تی روی لوله نیز از گام های اساسی دیگر در انجام عملیات hot tap به شمار میرود. پس از جاگذاری اسپلیت تی روی لوله، پیش از آغاز جوشکاری باید متناسب با راستا و جهت انجام عملیات هات تپ، اتصال اسپلیت تی در جهت و راستای دقیق تنظیم و نصب شود. به این منظور مجری هات تپ میتواند با یک تک جوش و تثبیت مقطعی اسپلیت تی روی لوله، از طریق تراز کردن فلنج فرایند تنظیم راستای دقیق اسپلیت تی را بمنظور انجام عملیات هات تپ را به انجام برساند. باید توجه داشت تا زمانی که محل نصب اسپلیت تی توسط بازرس کارفرما مورد تایید قرار نگرفته است نباید فرایند جوشکاری اسپلیت تی روی خط لوله را به انجام رساند. ممکن است جانمایی درست نبوده باشد و لازم باشد محل نصب اتصال تغییر کند. ممکن است زاویه قرارگیری Split Tee جوشکاری شده مورد تایید نباشد و نیاز به آن باشد که زاویه تغییر کند.
در هر صورت ابتدا باید تاییدیه محل نصب را از بازرس بگیریم و سپس جوشکاری و زدن پاس های جوش روی خط لوله را به انجام برسانیم، چرا که پس از جوشکاری اتصال روی خط لوله، کندن مجدد آن هم به اتصال و هم به خط لوله آسیب می رساند. ضمن جوشکاری اسپلیت تی بر روی خط لوله الکترود به سطح خارجی لوله نفوذ می کند و به همین دلیل اگر بخواهیم مجددا ناحیه جوشکاری شده را کنده و اسپلیت تی را از مجموعه جدا کنیم، خط لوله قطعا از محل خطوط جوش آسیب خواهد دید. بنابراین فقط در صورت حصول اطمینان از محل دقیق اسپلیت تی روی لوله می توان عملیات جوشکاری روی آن را به انجام رساند.
.jpg)
فرایند جوشکاری اتصال اسپلیت تی روی لوله نیز از دیگر نکات حائز اهمیت محسوب میشود. ترجیح بر آن است که پیمانکار هات تپ پیش از آغاز عملیات با تدوین دستورالعمل جوشکاری اسپلیت تی روی لوله پیش بینیهای لازم در خصوص فرایند مذکور را کرده باشد و اپراتور جوشکاری اسپلیت تی را نیز به دقت در خصوص فرایند مطلع ساخته باشد. تعیین تعداد پاسهای جوش، انتخاب نوع الکترود در هر پاس و نحوه جوشکاری اسپلیت تی نکاتی هستند که باید در دستورالعمل مذکور قید شده باشند. جوشکار باید دارای صلاحیت و شایستگی لازم برای انجام فرایند جوشکاری بر روی خطوط لوله باشد، در غیر این صورت ممکن است فرایند دچار آسیب ها و ایرادات بارزی شود که خصوصا حین و پس از انجام عملیات هات تپ خود را نشان خواهند داد. چک کردن گواهینامه های جوشکاری روی خطوط لوله و انجام تست های اولیه به منظور حصول اطمینان از آمادگی و مهارت جوشکاری فرایند ساخت اسپلیت تی ضروری است. او باید تجربه و سابقه لازم را در این خصوص داشته باشد و در شرایط خاص و ویژه که دستورالعمل های تدوین شده تیم مهندسی در خصوص ساخت و نصب Split Tee در خصوص شان چیزی نگفته خود مهارت لازم را داشته باشد، و دست کم در صورت عدم مهارت این تعهد اخلاقی و حرفه ای را داشته باشد که تیم های بازرسی و مهندسی را نسبت به شرایط خاص به وقوع پیوسته مطلع سازد. برای مثال شرایطی را تصور کنید که دستورالعمل در خصوص جریان شدید باد و جوشکاری اسپلیت تی در آن شرایطی موردی را گوشزد نکرده باشد. یا ممکن است بنا به هر دلیلی در خصوص جوشکاری حین بارندگی باران یا برف دستورالعمل هیچ موردی را توصیع کرده باشد. در چنین شرایطی این جوشکار است که تصمیم گیری های لازم را صورت خواهد داد؛ یا بر اساس مهارت و تجربه ای که دارد خود نسبت به فراهم کردن شرایط کار مناسب اقدام خواهد کرد و فرایند ساخت یا نصب اسپلیت تی را به پیش خواهد برد، یا تیم های فنی و مهندسی را مطلع ساخته و تا زمانی که دستورالعملی جدید یا توصیه ویژه در خصوص شرایطی ادامه کار دریافت نکرده باشد فرایند را ادامه نخواهد داد، و یا این که بدون اطلاع اما عاری از مهارت کافی، خود فرایند جوشکاری اسپلیت تی را ادامه خواهد داد. بدون شک بهترین گزینه مورد اول و بدترین گزینه نیز مورد سوم خواهد بود. سازنده اسپلیت تی باید بکوشد جوشکاری را انتخاب کند و او را به کار گمارد که دارای آن چنان تبحری باشد که خود توان ایده دادن و مهیا کردن شرایط مناسب حتی در بدترین و سخت تررین موقعیت های کاری را داشته باشد. اما حتی با وجود برگزیدن بهترین جوشکاران برای انجام کار جوشکاری اسپلیت تی و اجرای عملیات هات تپ، باز هم بازرسی مستمر فرایند جوش اسپلیت تی روی لوله نیز از نکاتی است که مهندسان و بازرسان پیمانکار hot tap نباید نسبت به آن بی توجهی کنند. آن ها باید طبق هر شرایطی فرایندهای مربوطه را به بهترین نحو به انجام رسانند تا فرایندهای ساخت اسپلیت تی و متعاقب آن انجام عملیات هات تپ به بهترین شکل و دقیقا طبق دستورالعمل های ساخت و اجرا انجام گیرند.
حین جوشکاری دقت در انتخاب الکترودها، حرارتدهی و گرمایش الکترودهایی که قرار است مورد استفاده قرار گیرند در آون ها الکترود و... از دیگر نکاتی است که نباید مغفول بماند همچنین با توجه به حساسیتهای فرایند نصب اسپلیت تی برای انجام عملیات هات تپ، استانداردها انتخاب یک جوشکاری متبحر و ترجیحاً آشنا به الزامات فنی فرایند هات تپ را توصیه کردهاند. چنانکه پیداست، فرایند جوشکاری روی خطوط لوله فرایندی بسیار حساس و دقیق محسوب میشود و تنظیم مناسب آمپراژ دستگاه جوش، ولتاژ آن، سرعت پیشروی در جوشکاری، پیوسته و مستمر بودن عملیات جوشکاری اسپلیت تی و... جزو نکات مهمی محسوب میشوند که در صورت به کار گیری از یک جوشکاری ماهر و واجد صلاحیت بر ایرادات ناشی از آن فائق خواهیم آمد. پس از اتمام جوشکاری Split Tee نیز انجام تست جوش متناسب با شرایط کار از الزاماتی است که حتی در صورت اهمال کارفرما، مجری عملیات هات تپ خود موظف به اجرای آن است. انجام تستهایی نظیر اولتراسونیک، رادیوگرافی، PT و نظیر آن از مواردی است که در این فرایند حائز اهمیت تلقی میشود وهات تپ کاران بمنظور افزودن بر ضریب اطمینان فرایند اجرایی عملیات هات تپ باید نسبت به آن حساس باشند.
عدم آسیبرسانی به اجزای اتصال اسپلیت تی حین نصب نیز از نکات دیگری است که عدم توجه به آن میتواند کل فرایند هات تپ را با مشکل مواجه کند. اتصال اسپلیت تی دارای برخی نقاط حساس است که در صورت بروز ضربه، عملکرد خود را از دست خواهند داد. مهمترین قسمت این اتصال که در تمامی طول فرایند باید نسبت به صحت آن احتیاطات ویژه را مبذول داشت سر فلنج دار آن میباشد که محل اتصال اسپلیت تی به خط لوله یا تجهیزات جدید خواهد بود. در صورت بروز آسیب به سر فیس دار فلنج، این ابزار قابلیت آب بندی و نشتیگیری خود را از دست خواهد داد و بدون شک پس از اتمام فرایند هات تپ از محل اتصال آن به انشعاب جدید با نشتی مواجه خواهیم بود. بنابراین محافظت از فیسهای فلنج به اندازه سایر مراحل انجام هات تپ دارای اهمیت است و اپراتورهای نصب اسپلیت تی نیز باید توجه داشته باشند که حین انجام عملیات نسبت به محافظت از آن حساسیت به خارج دهند.
موارد ذکر شده فقط بخشی از الزامات ایمنی و فنی در خصوص عملیات هات تپ بود؛ که چنان که اشاره شد به نصب اسپلیت تی روی لوله مربوط میشد. کلیه فرایندهای مربوط به انجام عمیات هات تپ دارای ضریب حساسیت بالا بوده و مستلزم لحاظ کردن توجهات ویژه اند. دلیل این امر نه صرفا ماهیت این فرایندها، بلکه حساسیت بالای خود عملیات هات تپ است. از آن جا که کار گرم انشعاب گیری به روش hot tap روی خطوط لوله حاوی سیال انجام می شود، از فرایندهای ویژه در خطوط لوله محسوب می شود و از این رو شایسته آن است که بیشترین توجهات و حساسیت ها در قبال هر یک از مراحل آن لحاظ شود.